

Vidim kakoBačve s jednim vijkomtransformirati recikliranje plastike. Kada koristim bačvu s jednim pužem za granulaciju recikliranja, primjećujem bolju kvalitetu taline, stabilnije miješanje i manje trošenje. MojPlastični ekstruder za recikliranje plastikeradi glatkije. S preciznom temperaturom i brzinom vijka, mojEkstruder za recikliranje plastikepostiže veći prinos i kvalitetu peleta.
- Fluks za taljenje
- Brzina vijka
- Temperatura bačve
- Upravljanje smičnim naprezanjem
Ključni mehanizmi koji potiču učinkovitost

Poboljšana homogenizacija taline
Kada koristim svoj ekstruder za recikliranje, usredotočujem se na postizanje ujednačene taline. Homogenizacija taline znači temeljito miješanje plastike dok se topi, tako da svaka kuglica ima istu kvalitetu. Naučio sam dakontrola temperature i protoka talineje ključno. Studije o plastici poput najlona i polipropilena pokazuju da kada održavam talinu ujednačenom, dobivam bolje reciklirane pelete. Ako talina nije ujednačena, reciklirana plastika može postati slaba ili krhka.
Vidim razliku u kvaliteti peleta kada koristim bačvu s jednim pužem dizajniranu za bolje miješanje. Na primjer, istraživanje homogenizacije smicanja u stanju taline pokazuje da miješanje visokim smicanjem u bačvama s jednim pužem poboljšava fizičku i toplinsku ujednačenost reciklirane plastike. Ovaj proces smanjuje onečišćujuće tvari i mijenja strukturu polimera na način koji pomaže u daljnjim koracima recikliranja. Primjećujem da moje reciklirane pelete imaju manje nedostataka i bolje performanse kada je talina homogena.
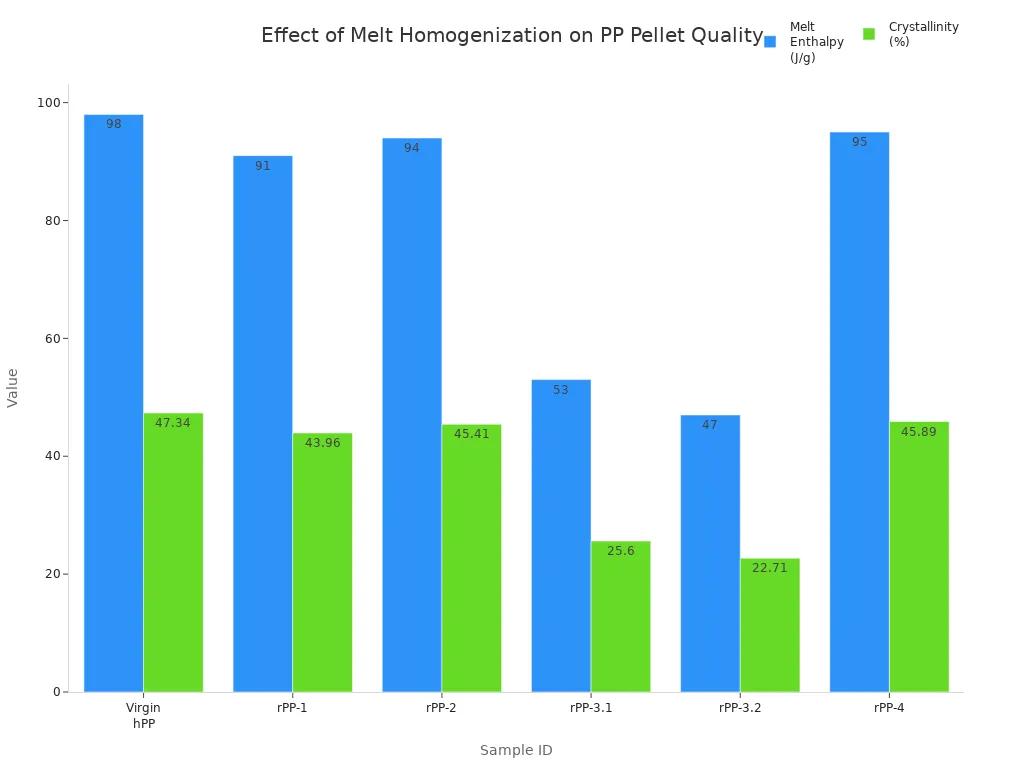
Brojke potvrđuju ono što vidim u svojoj radionici. Kad uspoređujem uzorke recikliranog polipropilena, oni s većom kristalnošću i entalpijom taline izgledaju i ponašaju se više kao djevičanska plastika. Evo tablice koja pokazuje kako različiti uvjeti obrade utječu na kvalitetu peleta:
| ID uzorka | Entalpija taline (J/g) | Kristaliničnost (%) |
|---|---|---|
| Djevičanski homopolimer PP (hPP) | 98 | 47,34 |
| Reciklirani PP-1 (rPP-1) | 91 | 43,96 |
| Reciklirani PP-2 (rPP-2) | 94 | 45,41 |
| Reciklirani PP-3.1 (rPP-3.1) | 53 | 25,60 |
| Reciklirani PP-3.2 (rPP-3.2) | 47 | 22,71 |
| Reciklirani PP-4 (rPP-4) | 95 | 45,89 |
Uvijek težim rezultatima poput rPP-1, rPP-2 i rPP-4, koji su blizu čistog PP-a. Niže vrijednosti, poput rPP-3.1 i rPP-3.2, govore mi da talina nije bila dobro izmiješana ili da je bila kontaminirana.
Kada kontroliram tok taline i miješanje, također vidim bolja mehanička svojstva konačnog proizvoda. Moje reciklirane pelete rastežu se i drže gotovo jednako dobro kao nova plastika, što znači da ih mogu koristiti u zahtjevnijim primjenama.
Optimizirana geometrija vijka
Oblik i dizajn vijka unutar mog ekstrudera čine veliku razliku. Isprobao sam različite geometrije vijka i primijetio kako utječu na potrošnju energije, kvalitetu taline i izlaz. Kada koristim vijak s pravom geometrijom, dobivam ujednačenije miješanje i veći protok. Također koristim manje energije, što štedi novac i smanjuje trošenje moje opreme.
- Geometrija vijka utječe na količinu energije koja mi je potrebna i koliko stabilna ostaje temperatura taline..
- Povećanje brzine vijka može smanjiti potrošnju energije, ali dizajn vijka mora odgovarati materijalu.
- Zaštitni vijci i elementi za miješanje pomažu u održavanju ravnomjerne temperature taline i poboljšavaju miješanje.
- Neki dizajni vijaka omogućuju mi brži rad ekstrudera bez gubitka kvalitete.
- Prava geometrija puža uravnotežuje energetsku učinkovitost s visokim učinkom i dobrom kvalitetom taline.
Vidio sam da mi barijerni puževi, koji odvajaju čvrstu i rastaljenu plastiku, omogućuju rad većim brzinama i veći učinak. Međutim, moram paziti na protok kako bi talina bila ujednačena. Elementi za miješanje poput Maddockove sekcije za smicanje daju mi bolju homogenizaciju, što znači manje nedostataka u mojim peletama.
Evo kratke usporedbe vrsta vijaka i njihovih učinaka:
| Geometrija vijka | Konzistencija miješanja (homogenost) | Propusnost | Bilješke |
|---|---|---|---|
| Vijci za barijere | Dobar za visoku propusnost, potrebna je pažljiva kontrola | Visoko | Najbolje za velike količine, pazite na neravnomjerno miješanje pri vrlo velikim brzinama |
| Vijci s tri dijela | Stabilan, ali niži protok | Umjereno | Dobro za stabilnu proizvodnju, manje fleksibilno |
| Miješajući elementi | Izvrsna homogenizacija | Varira | Maddock škare daju najbolje miješanje, posebno za tvrde plastike |
Uvijek biram geometriju vijka koja odgovara plastici koju recikliram. Na taj način dobivam najbolju ravnotežu brzine, kvalitete i potrošnje energije.
Napredni materijali za bačve
Materijal cijevi vijka jednako je važan kao i njezin dizajn. Oslanjam se na cijevi izrađene od visokokvalitetnih legiranih čelika poput 38CrMoAl, koji nude čvrstoću i žilavost. Kada koristim cijevi s nitriranim površinama, primjećujem veliki skok u tvrdoći. To znači da moja oprema traje dulje, čak i kada obrađujem abrazivnu ili kontaminiranu plastiku.
- Legirani čelici poput 38CrMoAlA i AISI 4140 daju mi potrebnu izdržljivost.
- Čelici dobiveni metalurškim prahom pružaju još bolju otpornost na habanje i koroziju.
- Nitriranjem se povećava tvrdoća površine, često dosežući HV900 ili više.
- Bimetalni premazi, poput volframovog karbida, štite od abrazivnih punila.
- Kromiranje dodaje još jedan sloj zaštite od hrđe i habanja.
Primijetio sam da kada koristim bačve s ovim naprednim materijalima i premazima, trošim manje vremena i novca na održavanje. Moj ekstruder radi dulje između servisnih intervala i ne moram se toliko brinuti o kvarovima. Ova pouzdanost mi omogućuje da se usredotočim na proizvodnju visokokvalitetnih recikliranih peleta.
Savjet:Uvijek se podudara smaterijal bačveovisno o vrstama plastike i aditiva koje obrađujete. Otporniji materijali i premazi isplate se kada rukujete abrazivnim ili miješanim plastičnim otpadom.
Kombinacijom poboljšane homogenizacije taline, optimizirane geometrije puža i naprednih materijala za bačve postižem veću učinkovitost i bolje rezultate u svom postupku recikliranja plastike. Ovi mehanizmi rade zajedno kako bi osigurali dosljednu kvalitetu, veći učinak i niže troškove.
Rješavanje uobičajenih izazova recikliranja
Rješavanje problema kontaminacije i varijabilnih sirovina
Kada vodim svoj proces recikliranja, svakodnevno se suočavam s nepredvidivim sirovinama. Neke serije sadrže čistu, ujednačenu plastiku. Druge stižu pomiješane s prljavštinom, metalom ili vlagom. Znam da nepravilno oblikovane čestice mljevenog otpada imaju nižu gustoću od djevičanskih peleta. To smanjuje protok i otežava radu mog ekstrudera. Ako ne riješim te probleme, vidim više temperature taline i smanjenu kvalitetu peleta.
Oslanjam se na svoj jednostruki pužni bubanj za rješavanje ovih izazova. Optimizirana geometrija zone dovoda, posebno povećani džepovi za dovod, poboljšava dovod i transport krutih tvari. Ovaj dizajn sprječava stagnaciju materijala i održava stalan protok. Primjećujem da moj ekstruder održava kvalitetu taline čak i kada obrađujem miješanu ili kontaminiranu plastiku.
Evo glavnih izazova s kojima se susrećem u recikliranju plastike:
- Nepravilni oblici mljevenog materijala i niska nasipna gustoća
- Smanjena propusnost i učinkovitost
- Više temperature taljenja i uski prozori obrade
- Kontaminacija i degradacija materijala
- Varijabilnost obrade s miješanim plastikama
Moja jednopužna cijev mi pomaže prevladati te probleme. Vidim bolju učinkovitost punjenja, dosljedan protok materijala i nižu potrošnju energije. Ova tehnologija mi omogućuje obradu šireg raspona reciklirane plastike bez žrtvovanja kvalitete.
Često uspoređujem jednopužne ekstrudere s dvopužnim ekstruderima. Dvopužni strojevi nude izvrsno miješanje i otplinjavanje, ali se bore s visokim tlakovima i kontaminacijom. Jednopužni ekstruderi, poput mog, podnose recikliranje koje zahtijeva intenzivnu filtraciju i bolje podnose kontaminante. Evo kratke usporedbe:
| Značajka | Ekstruder s jednim pužem | Dvostruki vijčani ekstruder |
|---|---|---|
| Učinkovitost miješanja | Umjereno miješanje, ograničena homogenizacija | Izvrsno miješanje, intenzivno distribucijsko/disperzijsko djelovanje |
| Ujednačenost temperature | Umjereno, sklono vrućim/hladnim mjestima | Vrlo ujednačena raspodjela temperature taline |
| Stabilnost izlaza | Dobro, može imati pulsiranje | Konzistentan, stabilan izlaz |
| Svestranost materijala | Najbolje za homogene, nerafinirane materijale | Rukuje aditivima, mješavinama, kontaminiranim sirovinama |
| Mogućnost otplinjavanja | Ograničeno ili nimalo | Visoka, s vakuumskim otvorima i zonama za odzračivanje |
| Idealni slučaj upotrebe | Mali, čisti djevičanski ABS | Industrijska veličina, specijalni, obojeni, reciklirani ABS |
Biram bačve s jednim pužem zbog njihove sposobnosti podnošenja visokog tlaka i bolje tolerancije na onečišćujuće tvari. Ova odluka mi pomaže da izbjegnem skupe popravke i održava moju liniju za recikliranje nesmetanim radom.
Smanjenje trošenja od abrazivnih materijala
Abrazivne plastike i punila, poput staklenih vlakana, talka i kalcijevog karbonata, predstavljaju veliki izazov u mom pogonu. Ovi materijali brzo troše vijke i bačve. Često sam mijenjao komponente, što je povećavalo zastoje i troškove.
Sada koristim jednostruke pužne cijevi s naprednim površinskim tretmanima i premazima. Moja cijev ima nitriranu površinu i slojeve bimetalne legure. Ta poboljšanja povećavaju tvrdoću i otpornost na abraziju. Vidim veliku razliku u izdržljivosti. Moja oprema traje dulje, čak i kada obrađujem tvrde, abrazivne plastike.
Ključne značajke dizajna koje mi pomažu smanjiti habanje uključuju:
- Optimizirana geometrija vijka za sprječavanje skokova tlaka i turbulencije taline
- Izbor materijala otpornih na habanje i specijaliziranih premaza
- Prilagođeni dizajn za specifične sirovine i punila
- Precizna obrada za glatku površinsku obradu
- Softver za simulaciju za razumijevanje raspodjele tlaka taline
Naučio/la sam danajveće trošenje javlja se u blizini prijelaznog dijela, gdje se čvrste tvari klinaju i tlak raste. Odabirom pravih materijala i premaza, jasmanjiti trošenje do 60%Redoviti pregled i održavanje zona visokog trošenja, kao što su područja za punjenje i pražnjenje, održavaju moj ekstruder u vrhunskom stanju.
Savjet:Uvijek prilagođavam dizajn bubnja svog vijka plastici i punilu koje obrađujem. Ovaj pristup produžuje vijek trajanja opreme i poboljšava učinkovitost proizvodnje.
Povećanje stabilnosti procesa i konzistentnosti rezultata
Stabilna obrada je ključna za proizvodnju visokokvalitetnih recikliranih peleta. Prije nego što sam usvojio tehnologiju jednopužnog bubnja, borio sam se s porastom protoka, nestabilnostima taljenja i lošim transportom krutih tvari. Ti su problemi doveli do nižih proizvodnih stopa, povećanog otpada i većih troškova rada.
S mojim JT jednopužnim bubnjem postižem stabilan protok taline i konzistentan učinak. Napredni upravljački sustavi, uključujući senzore i logičke kontrolere, pomažu mi u održavanju stabilne temperature i tlaka. Pažljivo pratim uvjete procesa kako bih spriječio fluktuacije koje bi mogle destabilizirati rad.
Koristimbimetalne legure i napredni premazikako bi se poboljšala otpornost na habanje i koroziju. Ove su značajke ključne za obradu abrazivne ili reciklirane plastike. Stabilni uvjeti procesa sprječavaju promjene u svojstvima proizvoda i smanjuju otpad.
Evo koraka koje poduzimam kako bih održao stabilnost procesa:
- Redovito održavanje i pravovremena zamjena istrošenih vijaka i cijevi
- Praćenje temperature i tlaka naprednim sustavima upravljanja
- Korištenje prilagođenih profila vijaka za bolju homogenost taline i miješanje
- Pregled zona visokog trošenja radi smanjenja neočekivanih zastoja
Studije pokazuju da optimizacija brzine vijka i temperaturnih zona povećava protok i poboljšava mogućnost recikliranja. Manje brzine vijka povećavaju okretni moment i smanjuju mehaničku energiju, što dovodi do bolje učinkovitosti i konzistentnijeg prinosa. Dokumentirao sam povećanje prinosa od 18% do 36% nakon optimizacije dizajna cijevi mog vijka.
Bilješka:Dosljedna inspekcija i prediktivno održavanje produžuju vijek trajanja opreme i poboljšavaju ukupnu stabilnost procesa u mom recikliranju.
Rješavanjem problema kontaminacije, habanja i stabilnosti procesa, moja bačva s jednim pužem pomaže mi da isporučujem pouzdane, visokokvalitetne reciklirane pelete. S pouzdanjem i učinkovitošću ispunjavam zahtjeve modernog recikliranja.
Jednopužni bačva za granulaciju recikliranja: Rezultati iz stvarnog svijeta

Povećana propusnost i kvaliteta
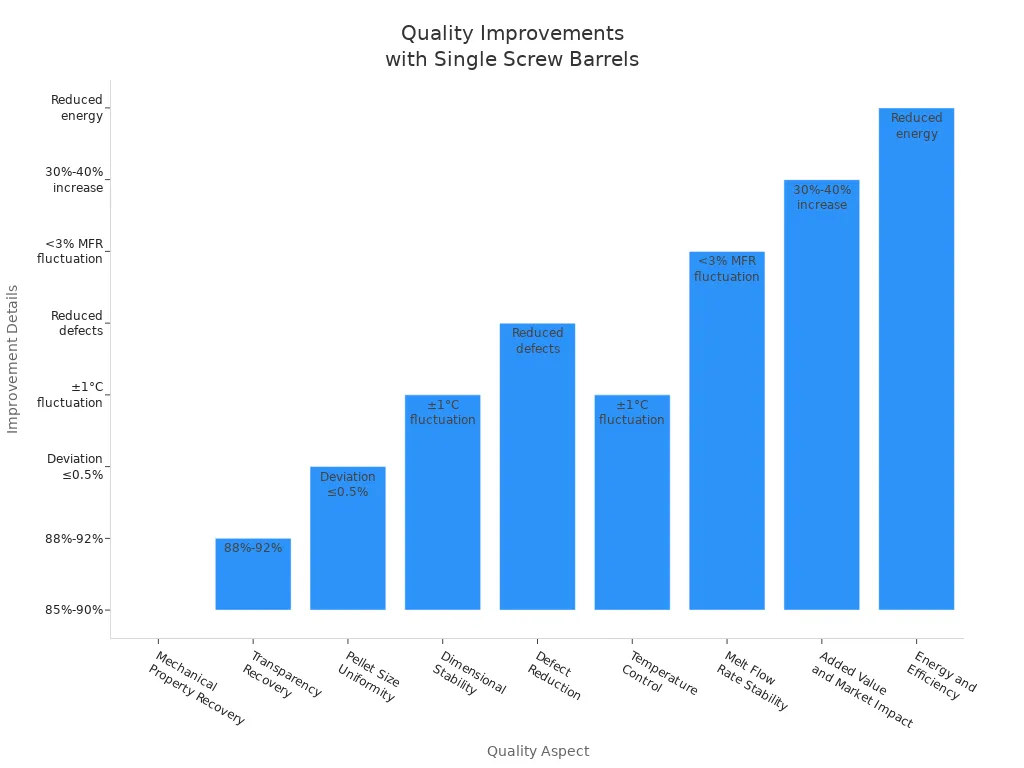
Kada sam prešao na bačvu s jednim pužem za recikliranje granulacije, vidio sam jasno poboljšanje i u protoku i u kvaliteti peleta. Moji reciklirani peleti sada pokazuju bolju mehaničku čvrstoću i poboljšanu prozirnost. Mogu preciznije kontrolirati veličinu peleta, što mi pomaže da ispunim stroge zahtjeve kupaca. Napredna kontrola temperature održava stalan protok taline, tako da dobivam manje nedostataka i ujednačenije pelete.
| Aspekt kvalitete | Detalji poboljšanja |
|---|---|
| Oporavak mehaničkih svojstava | Stopa oporavka 85%-90%, puno veća nego s običnom opremom |
| Oporavak transparentnosti | Stopa oporavka 88%-92% |
| Ujednačenost veličine peleta | Odstupanje veličine unutar 0,5% |
| Dimenzijska stabilnost | Ujednačena temperatura (fluktuacija od ±1°C) osigurava stabilnost |
| Smanjenje nedostataka | Manje nečistoća i nedostataka |
| Kontrola temperature | Petostupanjska kontrola, fluktuacija od ±1°C |
| Stabilnost brzine toka taline | Fluktuacija MFR-a manja od 3% |
| Dodana vrijednost i utjecaj na tržište | Povećanje dodane vrijednosti za 30%-40% |
| Energija i učinkovitost | Manja potrošnja energije, veća učinkovitost |
Manje održavanja i zastoja
Naučio sam da redovita njega osigurava nesmetan rad moje bačve s jednim pužem za recikliranje granulacije. Pridržavam se strogog rasporeda održavanja i pregledavam bačvu svaki tjedan. Uvijek održavam stabilnu temperaturu i brzinu puža kako bih izbjegao opterećenje stroja. Čista, sortirana plastična ulazna sirovina pomaže u sprječavanju oštećenja od onečišćenja. Čistim i podmazujem pokretne dijelove kako bih spriječio hrđu i trenje. Kad vidim istrošene dijelove, odmah ih zamijenim. Biram bačve izrađene od tvrdih legura sa posebnim premazima, poput nitriranja, kako bih produžio njihov vijek trajanja.
- Tjedni pregledi bačviodržavati moju opremu u vrhunskom stanju.
- Ispravne postavke temperature i tlaka sprječavaju habanje.
- Čista sirovina smanjuje unutarnja oštećenja.
- Redovito čišćenje i podmazivanje sprječavaju kvarove.
- Proaktivna zamjena dijelova sprječava neočekivane zastoje.
- Čvrste legure i premazi produljuju vijek trajanja cijevi.
Postrojenja koja slijede ove korake prijavljuju manje zastoja i niže troškove popravka. Moja linija za recikliranje sada radi učinkovitije i pouzdanije.
Studija slučaja: JT bačva s jednim pužem u recikliranju više vrsta plastike
U svom pogonu sam instalirao JT bačvu s jednim pužem za recikliranje granulacije kako bih mogao rukovati različitim plastikama poput PE, PP i PVC-a. Materijali otporni na habanje, kao što su38CrMoAl i volframov karbid, produžili su vijek trajanja bačve. Sada manje trošim na popravke i zamjene. Moja proizvodna linija rijetko staje, pa ispunjavam rokove isporuke. Dosljedne performanse JT bačve s jednim pužem za recikliranje granulacije poboljšale su moju proizvodnju i smanjile troškove. Vidim manje prekida i boljekvaliteta peleta, što mi pomaže da ostanem konkurentan na tržištu.
Vidim kako bačve s jednim pužem rješavaju ključne probleme recikliranja. Moje iskustvo pokazuje bolju kvalitetu taline, miješanje i stabilnost procesa. S bačvom s jednim pužem za granulaciju recikliranja postižem veću učinkovitost i pouzdanost. Ova poboljšanja podržavaju čišće operacije, niže troškove i pomažu mi da zadovoljim rastuće zahtjeve industrije za održivim recikliranjem plastike.
Često postavljana pitanja
Koje plastike mogu obrađivati s JT jednopužnim bubnjem?
Mogu obrađivati mnoge vrste plastike, uključujući PE, PP, PS,PVC, PET, PC i PA. Bačva se prilagođava različitim materijalima za učinkovito recikliranje.
Kako mogu smanjiti trošenje cijevi vijka?
Koristim cijevi izrađene od tvrdih legura s nitriranim ili bimetalnim premazima. Redovito čišćenje i pravilno podešavanje pomažu mi produžiti vijek trajanja cijevi i održati visoke performanse.
Zašto je homogenizacija taline važna u recikliranju?
Homogenizacija taline daje mi ujednačene pelete. Vidim manje nedostataka i bolju čvrstoću proizvoda. Dosljedno miješanje pomaže mi da zadovoljim standarde kvalitete i potrebe kupaca.

Vrijeme objave: 21. kolovoza 2025.