

Stroj za brizganje plastike učinkovito transformira sirovu plastiku u precizne, složene oblike. Ovaj proces nudi izvanredne prednosti:
- Izrada složenih dijelova s visokom dimenzijskom točnošću.
- Pružanje dosljedne kvalitete i ponovljivosti.
- Smanjenje troškova proizvodnje u velikoserijskoj proizvodnji.
Napredni dizajni, kao što su stroj za brizganje plastike s vijčanim tipom iStroj za brizganje plastike s vijčanim tipom, poboljšati protok materijala i optimizirati performanse. Osim toga,Stroj za brizganje plastike s dvostrukim cilindromiStroj za brizganje vijakadodatno poboljšati učinkovitost i proizvodnju u proizvodnom procesu.
Jedinica za ubrizgavanje u stroju za ubrizgavanje s vijčanim tipom
Jedinica za ubrizgavanje u stroju za ubrizgavanje s pužnim tipom igra ključnu ulogu u pretvaranju sirovih plastičnih peleta u rastaljeno stanje i njihovom ubrizgavanju u kalup. Ova jedinica sastoji se od tri glavne komponente: lijevka, bubnja i mehanizma puža. Svaki dio doprinosi učinkovitosti i preciznosti procesa oblikovanja.
Skakač
Lijevak služi kao ulazna točka za sirove plastične materijale. Drži plastične pelete i dovodi ih u bačvu za daljnju obradu. Moderni lijevci često uključuju značajke poput sustava za sušenje materijala kako bi se uklonila vlaga iz peleta, osiguravajući optimalnu kvalitetu taline. Održavanjem dosljedne opskrbe materijalom, lijevak podržava neprekinute proizvodne cikluse u stroju za brizganje plastike s vijčanim tipom.
Barel
Bačva je cilindrična komora u kojoj se nalazi vijčani mehanizam. Zagrijava plastične pelete do njihove točke taljenja pomoću više zona grijanja. Ove zone - obično podijeljene na dovodnu, stražnju, srednju i prednju - omogućuju preciznu kontrolu temperature, što je ključno za postizanje ujednačene kvalitete taline. Ispravna raspodjela temperature unutar bačve sprječava probleme poput savijanja, dimenzijskih netočnosti i degradacije materijala. Ova pedantna kontrola osigurava da stroj za brizganje plastike s vijčanim tipom dosljedno isporučuje visokokvalitetne rezultate.
- Odgovarajuća temperatura zone bačve je ključna za učinkovit rad.
- Nepravilne postavke mogu dovesti do nedostataka u konačnom proizvodu.
- Napredni dizajni poboljšavaju energetsku učinkovitost i smanjuju operativne troškove.
Mehanizam vijka
Vijčani mehanizam je srce jedinice za ubrizgavanje. Rotira unutar cilindra, miješajući i topi plastične pelete dok istovremeno gura rastaljeni materijal naprijed. Dizajn vijka značajno utječe na proces taljenja i ubrizgavanja. Na primjer, stacionarnidizajn vijakapoboljšati plastifikaciju osiguravanjem konzistentne izloženosti smicanju i volumena ubrizgavanja. Osim toga, značajke poput kliznih ventila pružaju preciznu kontrolu trenutnim zatvaranjem kada se vijak zaustavi.
U potpuno električnim strojevima za injekcijsko prešanje s vijčanim mehanizmom, mehanizam vijka nudi neusporedivu kontrolu nad brzinom, tlakom i pozicioniranjem. Ova preciznost minimizira varijacije između ciklusa, osiguravajući konzistentne brzine punjenja i veličine doza. Ova poboljšanja ne samo da poboljšavaju kvalitetu taline već i povećavaju ukupnu učinkovitost procesa oblikovanja.
- Automatizacija i integracija robotike dodatno povećavaju proizvodni učinak.
- Energetski učinkoviti dizajni vijaka doprinose uštedi troškova.
- Održiva upotreba materijala usklađena je sa modernim proizvodnim praksama.
Jedinica za ubrizgavanje u stroju za ubrizgavanje s vijčanim tipom primjer je sinergije naprednog inženjerstva i precizne kontrole. Njegove komponente besprijekorno rade zajedno kako bi osigurale visokokvalitetnu, učinkovitu i pouzdanu proizvodnju.
Stezne i kalupne jedinice

Stezne i kalupne jedinice ključne su komponente stroja za brizganje plastike. One osiguravaju da kalup ostane sigurno zatvoren tijekom procesa brizganja i olakšavaju oblikovanje preciznih, visokokvalitetnih dijelova. Ove jedinice sastoje se od kalupa, ploča i pogonskog motora, od kojih svaki igra posebnu ulogu u procesu oblikovanja.
Kalup
Kalup služi kao šupljina u kojoj rastaljena plastika poprima oblik. Njegov dizajn izravno utječe na kvalitetu i konzistentnost konačnog proizvoda.Najbolje prakse u dizajnu kalupanaglasiti ujednačenu debljinu stijenke kako bi se spriječili nedostaci poput savijanja i tragova udubljenja tijekom hlađenja. Glatki prijelazi između različitih debljina, postignuti zakošenjima ili zaobljenjima, dodatno poboljšavaju strukturni integritet.
- Pravilna debljina stijenke izbjegava kozmetičke nedostatke poput savijanja i udubljenja.
- Strukturna čvrstoća može se poboljšati rebrima i umetcima umjesto povećanja debljine.
- Tehnike dizajna eksperimenata (DOE) pomažu u ranom prepoznavanju nedostataka, osiguravajući optimalne performanse i pouzdanost.
U stroju za brizganje plastike s vijčanim tipom, preciznost kalupa osigurava postizanje zamršenih dizajna i uskih tolerancija. Ova sposobnost čini ga idealnim za proizvodnju složenih dijelova s dosljednom kvalitetom.
Ploče
Ploče su velike, ravne ploče koje drže kalup na mjestu i ravnomjerno raspoređuju silu stezanja. Njihov dizajn i strukturni integritet ključni su za održavanje poravnanja kalupa i osiguravanje ujednačenog tlaka tijekom procesa ubrizgavanja. Ključni tehnički parametri koji utječu na učinkovitost ploče uključuju utjecaj težine, nosivost i strukturnu optimizaciju.
| Parametar | Utjecaj na poravnanje kalupa |
|---|---|
| Utjecaj težine | Čini gotovo 70% ukupne težine stroja, što utječe na stabilnost i poravnanje. |
| Ekonomski značaj | Optimizacija dizajna smanjuje potrošnju sirovina, povećavajući isplativost. |
| Utjecaj na performanse | Osigurava pravilno poravnanje kalupa i jednoliku raspodjelu tlaka, što je ključno za visokokvalitetnu proizvodnju. |
| Strukturna optimizacija | Poboljšava veličinu, oblik i raspodjelu materijala za bolje poravnanje. |
| Nosivost | Poboljšava trajnost i podržava poravnanje kalupa pod operativnim naprezanjima. |
U stroju za brizganje plastike s vijčanim tipom, ploče doprinose sposobnosti stroja da proizvodi dijelove s visokom dimenzijskom točnošću. Njihov robusni dizajn osigurava trajnost i dosljedne performanse, čak i pod visokim silama stezanja.
Motorni pogon
Motorni pogon pokreće mehanizam stezanja, omogućujući precizno otvaranje i zatvaranje kalupa. Igra ključnu ulogu u održavanju brzine i točnosti procesa stezanja.Moderni motorni pogoni, posebno kod potpuno električnih strojeva, nude poboljšanu kontrolu nad silom stezanja i pozicioniranjem. Ova preciznost minimizira trošenje kalupa i smanjuje vrijeme ciklusa, poboljšavajući ukupnu učinkovitost.
Energetski učinkoviti motorni pogoni također doprinose uštedi troškova i održivosti. Optimizacijom potrošnje energije usklađeni su s modernim proizvodnim praksama koje daju prioritet odgovornosti prema okolišu. U stroju za brizganje plastike s vijčanim tipom, motorni pogon osigurava besprijekoran rad, podržavajući brzu proizvodnju bez ugrožavanja kvalitete.
Savjet:Redovito održavanje motornog pogona može produžiti njegov vijek trajanja i spriječiti neočekivane zastoje, osiguravajući nesmetanu proizvodnju.
Stezne i kalupne jedinice primjer su sinergije inženjerstva i preciznosti u strojevima za brizganje plastike. Njihov dizajn i funkcionalnost izravno utječu na sposobnost stroja da učinkovito i pouzdano proizvodi visokokvalitetne dijelove.
Sustavi za grijanje i regulaciju temperature
Učinkoviti sustavi grijanja i kontrole temperature ključni su za održavanje kvalitete i konzistentnosti procesa brizganja plastike. Ovi sustavi osiguravaju da plastični materijal dostigne ispravnu točku taljenja i da temperatura kalupa ostane stabilna tijekom cijelog ciklusa.
Grijači bačvi
Grijači bačviigraju ključnu ulogu u taljenju plastičnih peleta na optimalnu temperaturu. Koriste više zona grijanja kako bi postigli preciznu kontrolu temperature, što je ključno za ujednačenu kvalitetu taline. Učinkovito upravljanje temperaturom povećava energetsku učinkovitost i poboljšava površinsku obradu oblikovanih dijelova.
- Pravilna kontrola temperature bačvi sprječava degradaciju materijala, posebno tijekom duljeg zadržavanja.
- Održavanje ciljane temperature taline od približno 240 °C osigurava konzistentan protok materijala i smanjuje nedostatke.
- Fluktuacije temperature bačve mogu negativno utjecati na kvalitetu proizvoda, što čini pomno praćenje ključnim.
Napredni dizajni bačvi često uključuju energetski učinkovite grijaće elemente, smanjujući operativne troškove uz održavanje visokih performansi. Ove značajke usklađene su s modernim proizvodnim praksama koje daju prioritet održivosti i učinkovitosti.
Grijači kalupa
Grijači kalupa reguliraju temperaturu kalupa, osiguravajući konzistentnu kvalitetu dijelova i smanjujući vrijeme ciklusa. Debljina materijala kalupa značajno utječe na brzinu prijenosa topline. Deblji dijelovi dulje zadržavaju toplinu, dok se tanji dijelovi brže hlade. Podešavanje postavki grijača kalupa na temelju debljine materijala sprječava probleme poput savijanja i osigurava ravnomjernu raspodjelu temperature.
Znanstvene tehnike oblikovanja kalupa dodatno optimiziraju performanse grijača kalupa. Ove metodologije minimiziraju vrijeme pokretanja, smanjuju stopu otpada i poboljšavaju konzistentnost procesa. Održavanjem preciznih temperatura kalupa, proizvođači postižu veću profitabilnost i učinkovitost.
Mehanizam za kontrolu temperature
Themehanizam za kontrolu temperatureosigurava stabilnost i točnost tijekom procesa oblikovanja. Napredne strategije, poput stručno podesive fuzzy kontrole, kombiniraju tradicionalnu PID kontrolu s fuzzy logikom za optimizaciju temperature cijevi. Ovaj pristup minimizira prekoračenje i oscilacije, poboljšavajući ukupne performanse sustava.
| Strategija kontrole | Opis |
|---|---|
| Stručno podesiva neizrazita kontrola | Kombinira stručnu, fuzzy i PID kontrolu za poboljšanu stabilnost i točnost. |
| PID kontrola | Tradicionalna metoda sklona je prekoračenju i oscilacijama. |
| Prediktivno upravljanje modelom | Prati brzinu ubrizgavanja, poboljšavajući preciznost u procesima oblikovanja. |
Modeli strojnog učenja, poput algoritama slučajne šume, također doprinose energetskoj učinkovitosti identificiranjem ključnih čimbenika koji utječu na potrošnju energije. Ove inovacije omogućuju proizvođačima da uravnoteže potrošnju energije s kvalitetom dijelova, dodatno poboljšavajući održivost operacija injekcijskog prešanja.
Hidraulične i upravljačke jedinice
Hidraulične i upravljačke jedinice bitne su komponente stroja za brizganje plastike. Ovi sustavi rade zajedno kako bi osigurali precizan rad, učinkovite performanse idosljedna kvaliteta proizvoda.
Hidraulički sustav
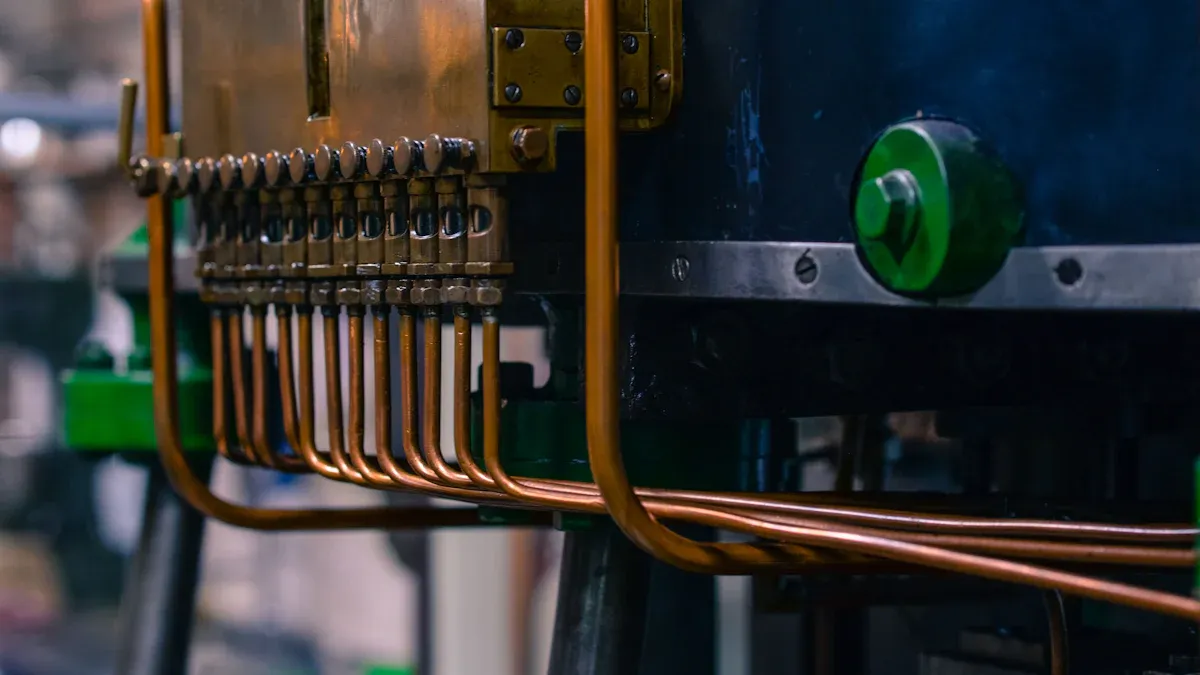
Hidraulički sustav pokreće mehanizme za ubrizgavanje i stezanje. Generira silu potrebnu za ubrizgavanje rastaljene plastike u kalup i održavanje tlaka stezanja tijekom procesa oblikovanja. Hidraulične pumpe, ventili i cilindri čine jezgru ovog sustava, pružajući kontrolirane i pouzdane performanse.
Moderni hidraulički sustavi uključuju napredne tehnologije zapovećati učinkovitostPumpe s promjenjivim protokom prilagođavaju protok na temelju operativnih potreba stroja, smanjujući potrošnju energije. Osim toga, proporcionalni ventili pružaju preciznu kontrolu nad tlakom i protokom, osiguravajući glatke i točne pokrete. Ove značajke doprinose sposobnosti stroja da proizvodi visokokvalitetne dijelove s minimalnim otpadom.
Savjet:Redovito održavanje hidrauličnih komponenti, poput provjere curenja i praćenja kvalitete ulja, može produžiti vijek trajanja sustava i spriječiti zastoje.
Upravljačka ploča
Upravljačka ploča djeluje kao mozak stroja za brizganje plastike. Nadzire i regulira sve funkcije stroja, osiguravajući optimalne performanse. Opremljena senzorima, upravljačka ploča prikuplja podatke u stvarnom vremenu o kritičnim parametrima kao što su temperatura, tlak i položaj. Na primjer:
- Senzori mjere temperaturu i tlak te daju povratne informacije o njima.
- Prstenasti membranski senzori osiguravaju precizna mjerenja položaja pomoću ćelija za mjerenje naprezanja.
Modeli strojnog učenja integrirani u upravljačku ploču dodatno poboljšavaju njezine mogućnosti. Ovi modeli predviđaju parametre kvalitete dijelova poput granice tečenja i modula, optimizirajući postavke procesa za dosljedne rezultate. Eksperimentalni nalazi potvrđuju ove modele uspoređujući predviđene vrijednosti sa stvarnim ishodima, potvrđujući njihovu učinkovitost u poboljšanju učinkovitosti proizvodnje.
Hidraulične i upravljačke jedinice predstavljaju sinergiju mehaničkih i digitalnih tehnologija, osiguravajući preciznost i pouzdanost strojeva za brizganje plastike.
Mehanizmi hranjenja i izbacivanja
Jedinica za hranjenje
Thejedinica za hranjenjeosigurava dosljednu opskrbu sirovim plastičnim materijalom stroju za brizganje plastike. Obično se sastoji od lijevka i pužnog vijka. Lijevak pohranjuje plastične pelete i usmjerava ih u bačvu, gdje se materijal topi. Gravitacija i kontrolirane vibracije olakšavaju nesmetan protok peleta, sprječavajući blokade ili prekide tijekom proizvodnje.
Moderne jedinice za doziranje često uključuju napredne značajke poput sustava za sušenje materijala. Ovi sustavi uklanjaju vlagu iz peleta, što je ključno za održavanje kvalitete taline i sprječavanje nedostataka u konačnom proizvodu. Osim toga, automatizirani mehanizmi za doziranje povećavaju učinkovitost sinkronizacijom opskrbe materijalom s radnom brzinom stroja. Ova sinkronizacija minimizira rasipanje materijala i osigurava neprekinute proizvodne cikluse.
Jedinica za izbacivanje
Thejedinica za izbacivanjeigra vitalnu ulogu u uklanjanju oblikovanog dijela iz šupljine kalupa nakon hlađenja. Koristi izbacivače, ploče ili zračne udare za oslobađanje gotovog proizvoda bez nanošenja oštećenja. Preciznost u vremenu i sili izbacivanja ključna je za održavanje integriteta oblikovanog dijela i sprječavanje nedostataka poput savijanja ili pucanja.
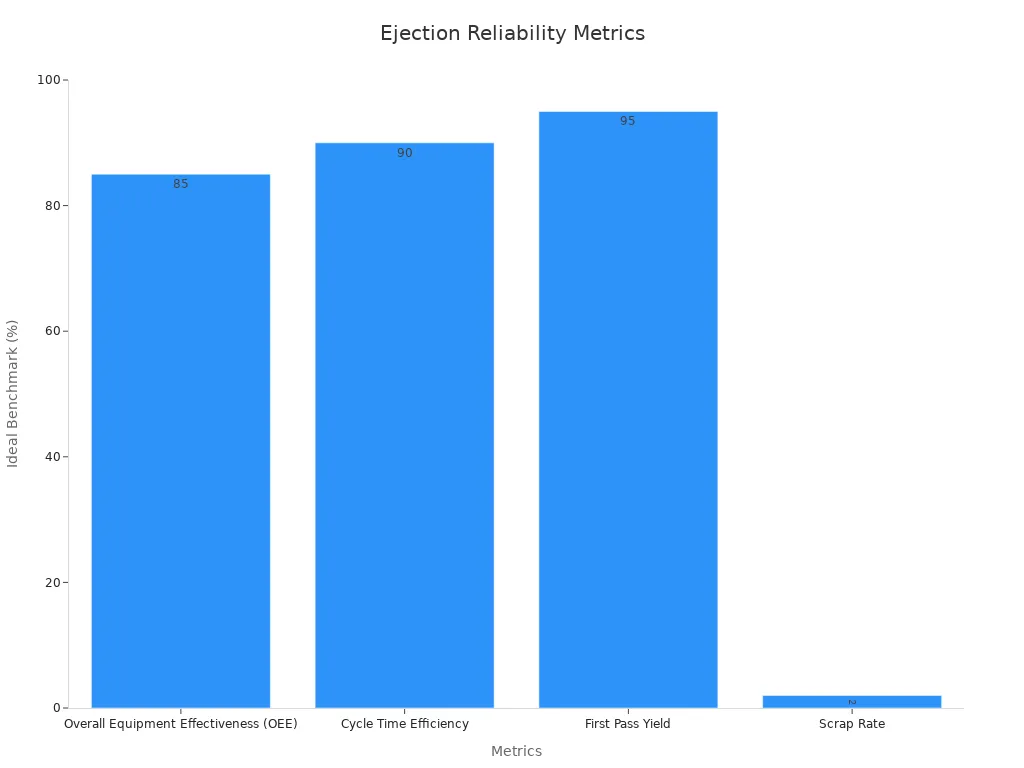
Pouzdane jedinice za izbacivanje značajno smanjuju zastoje u proizvodnom ciklusu. Mjerni pokazatelji poput ukupne učinkovitosti opreme (OEE), učinkovitosti vremena ciklusa i prinosa prvog prolaza (FPY) potvrđuju njihove performanse. Na primjer:
| Metrički | Opis | Idealna referentna vrijednost |
|---|---|---|
| Ukupna učinkovitost opreme (OEE) | Mjeri učinkovitost proizvodnje; izračunava se na temelju dostupnosti, performansi i kvalitete. | ~85% |
| Učinkovitost vremena ciklusa | Prati vrijeme potrebno za dovršetak jednog proizvodnog ciklusa; kraća vremena povećavaju protok. | 90% ili više |
| Prinos prvog prolaza (FPY) | Postotak proizvoda izrađenih ispravno iz prvog puta; visoke vrijednosti ukazuju na učinkovite procese. | >95% |
| Stopa otpada | Postotak odbačenih materijala; niže stope povećavaju profitabilnost. | <2% |
Napredni sustavi za izbacivanje integriraju senzore za dinamičko praćenje i podešavanje sile izbacivanja. Ove inovacije osiguravaju konzistentnu kvalitetu dijelova uz minimiziranje trošenja kalupa i komponenti stroja. Redovito održavanje jedinice za izbacivanje dodatno povećava njezinu pouzdanost i produžuje njezin radni vijek.
Stroj za brizganje plastike integrira napredne komponente kako bi pružio iznimne performanse. Svaki dio doprinosi učinkovitosti proizvodnje, kvaliteti i pouzdanosti. Savladavanje ovih sustava osigurava optimalne rezultate.
| Metrički | Opis |
|---|---|
| Učinkovitost proizvodnje | Odražava koliko se učinkovito sirovine transformiraju u gotove proizvode. |
| Stopa otpada | Označava postotak proizvodnje koja ne zadovoljava standarde kvalitete. |
| Zastoj stroja | Utječe na učinkovitost proizvodnje i operativne troškove, što je ključno za profitabilnost. |
Razumijevanje ovih metrika naglašava ulogu stroja u postizanju dosljednog, visokokvalitetnog rezultata.
Često postavljana pitanja
1. Koji se materijali mogu koristiti u strojevima za brizganje plastike?
Strojevi za brizganje plastike obrađuju termoplastike poput ABS-a, polipropilena i najlona. Također obrađuju inženjerske plastike poput polikarbonata i PEEK-a.
2. Kako kontrola temperature utječe na kvalitetu proizvoda?
Precizna kontrola temperature osigurava ujednačenu kvalitetu taline, smanjuje nedostatke i poboljšava dimenzijsku točnost. Sprječava degradaciju materijala tijekom produženih ciklusa obrade.
3. Koje prakse održavanja poboljšavaju performanse stroja?
Redovito podmazivanje, provjere hidrauličkog sustava i čišćenje jedinica za dovod zraka sprječavaju habanje i zastoje. Nadzorni senzori osiguravaju dosljedan rad i produžuju vijek trajanja stroja.
Vrijeme objave: 28. svibnja 2025.